Chế độ cắt trong gia công là xác định chiều sâu cắt, số lần chạy dao, lượng chạy dao, tốc độ cắt và công suất cần thiết trong điều kiện gia công nhất định. Chế độ cắt trong gia công cơ khí hợp lý là chế độ cắt ít tốn thời gian nhất để chế tạo sản phẩm do đó giá thành của nó rẻ nhất. Nếu chọn đúng kết cấu dao, thông số hình học phần cắt, vật liệu, phương pháp mài sắc và mài bóng cũng như xác định đúng đắn cách gá đặt, kẹp chặt dao và phôi, điều chỉnh máy tốt, trang bị công nghệ có kết cấu hợp lý sẽ tạo điều kiện để chọn chế độ hợp lý và tiết kiệm.
Phía dưới là một số dụng cụ trong gia công :
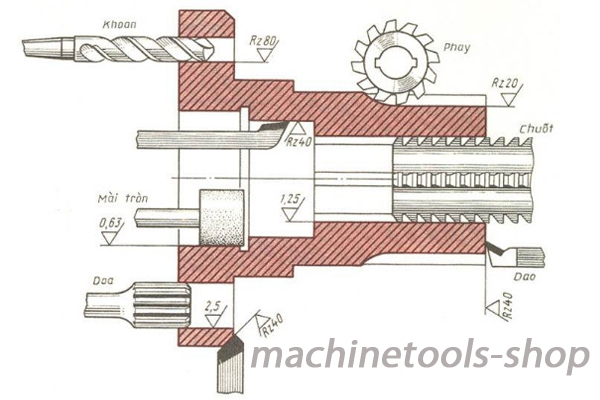
1.Chiều sâu cắt t (mm) : là khoảng cắt giữa các bề mặt đang và đã gia công theo chiều vuông góc với mặt đã gia công.
2.Lượng dao chạy s (mm): là khoảng cách dịch chuyển của dao trên vòng quay của phôi (hành trình làm việc) hoặc khoảng dịch chuyển của phôi sau một vòng của dao (hành trình làm việc). Thường có lượng chạy dao dọc, ngang, nằm ngang, thẳng đứng nghiêng hoặc là lượng chạy dao tròn.
3.Tốc độ cắt V (m/p): là đoạn đường dịch chuyển của lưỡi cắt đối với mặt đang gia công trong 1 đơn vị thời gian. Tốc 1 đơn vị thời gian. Tốc độ cắt khi mài đánh bóng và các nguyên công tương tự tính ra m/s.
CÔNG TY MACHINETOOLS VIỆT NAM
Địa chỉ: Phòng 1016, Tòa nhà N02, Phố Trần Quý Kiên, Quận Cầu Giấy, Hà Nội, Việt Nam
VPGD: Tầng 2, Tháp B, Tòa T608, KĐT Cổ Nhuế, Phường Cổ Nhuế 1, Quận Bắc Từ Liêm, Hà Nội, Việt Nam
Di động: 0978 704 858